
Protected: How to replicate a successful computer pilot application from one process site to many others?
There is no excerpt because this is a protected post.
The best thing you can do right now to improve your batch analysis is making sure that the batch number and phase number are captured in your plant historian.
C Visual Explorer and Batch/Transient Processes Read More »
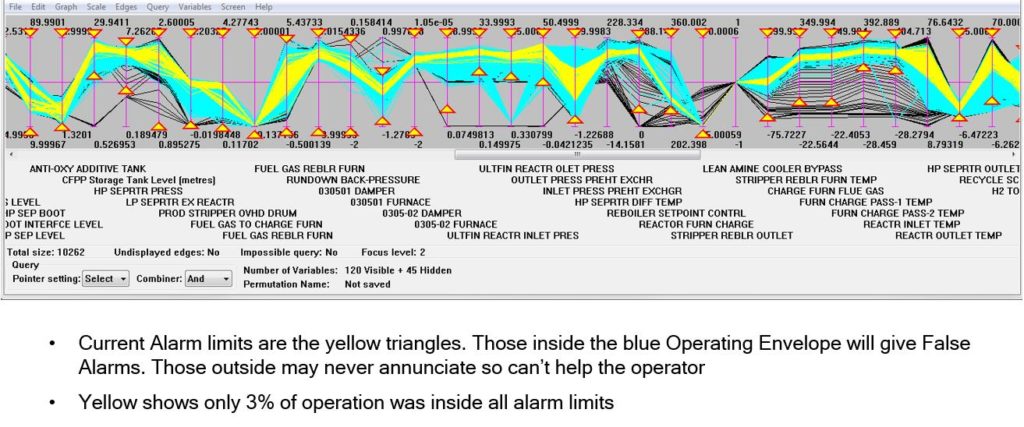
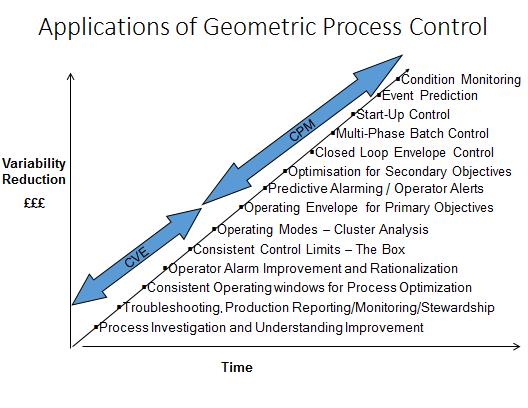
This three-way relationship between Operating Objectives, Operating Envelope, and Process Capability is why you must use CVE for alarm performance monitoring.
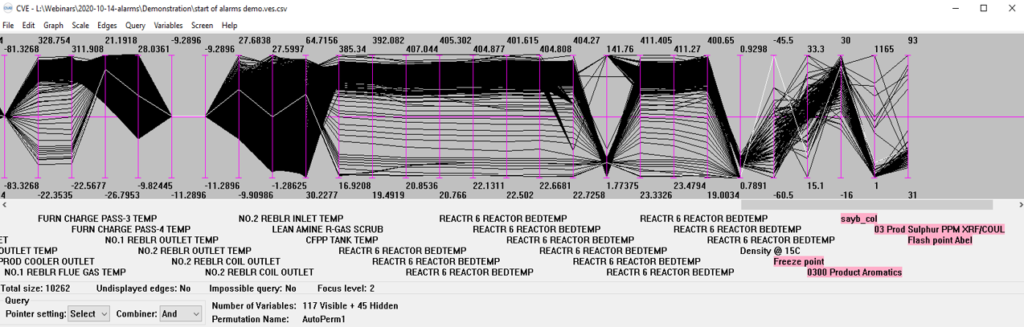
When we start exploring data in CVE, there are often some variables that are single-valued, that is, all of the data has been reported as the same value.
Select All Single-Valued Variables in CVE Read More »
When we start exploring data in CVE, there are often some variables that are single-valued, that is, all of the data has been reported as the same value.
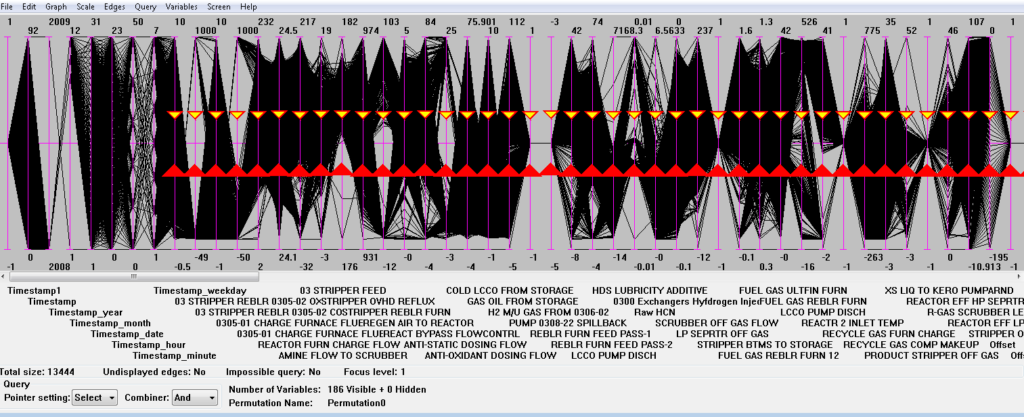
Why Operator Alarms need a 1,000 variable feed-to-product-rundown Operating Envelope Read More »
Most of the operator alarm problems today arise from incorrect alarm limit values. Plants assume that they are independent of each other – which they aren’t.
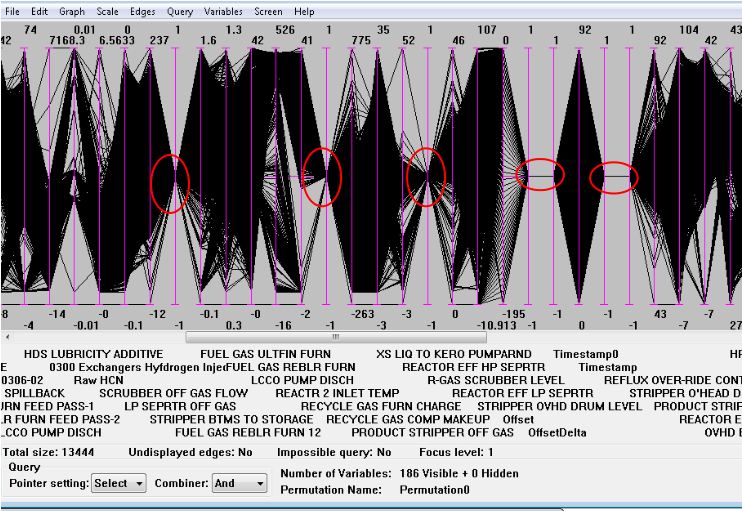
Operator Alarms – The Operating Envelope Approach Read More »
The simple answer is yes! CVE lets you pursue individual variable objectives. Read about how this is achieved here.
Can you optimize multiple objectives with CVE? Read More »
For start-up control CPM guides the process operator to stay within the envelope of a combination of your best previous start-ups and the start-up procedure.
How does CPM help in start-up control? Read More »

Our purely visual method, when properly set up, allows process-knowledgeable end-users to see at a (long) glance a comparison across hundreds of variable.
Why are “traditional” data analytics not suitable for process improvement applications? Read More »

Real-world concepts and situations relating to Pharmaceutical Companies require more than 2/3 variables, making visualising these problems more complex.
People often ask what system changes are required to implement any of our products. The answer is – usually none, it’s that simple.
What system changes will I need to use Geometric Process Control? Read More »
Why are some batches better than others? Probably because there has never been a way to compare two or more batches, let alone several batches made in each of two reactors.
Better Profits from Batch Processes Read More »